
Turniketový lis TH4 je určen pro lepení zejména spárovek a deskového materiálu. Je svařované konstrukce. Čtvercový rotor, který je sestaven se 4 pracovními stoly, je uložen v ložiskách na pevném rámu stroje. V každém ze 3 pracovních stolů jsou instalovány nastavitelné lisovací jednotky s vrchním přítlakem. Lisovací jednotky jsou posuvné v podélné ose. Lisovací jednotky mohou být také vybaveny nastavitelnými pracovními výškovými podpěrami, takže si můžete nastavit, jak širokou desku chcete lepit. Zdrojem tlaku je elektrohydraulické čerpadlo. Ovládání válců je popsáno níže. Otáčení rotoru je buď ruční nebo automatické pomocí elektro-převodovky.
 | TH4 - prospekt
| TH4 - prospekt| parametr | hodnota | jednotka |
|---|---|---|
| délka stroje | 2 500 - 6 500 | mm |
| výška stroje | 2 450 | mm |
| šířka stroje | 2 450 | mm |
| hmotnost stroje | 560 - 1 500 | kg |
| počet pracovních stolů | 4 | pcs |
| pracovní délka stolu | 2 000 - 6 000 | mm |
| pracovní výška stolu | 1 050 | mm |
| nastavení lisovací výšky | příslušenství, raster 80 mm | mm |
| max. tloušťka materiálu | 50 | mm |
| počet lisovacích jednotek | 4 - 14 | pcs |
| max. síla hydraulického válce | 2 000 (20) | kg (kN) |
| zdvih hydraulického válce | 90 | mm |
| pracovní tlak | 0 - 12 | kg/cm2 |
| příkon hydraulického agregátu | 1,5 | kW |
| nastavení lisovacího tlaku | ANO, na ovládacím panelu | |
| max. tlak v hydraulickém okruhu | 200 | bar |
| hydraulický olej | HM 46 | 12 liters |
| napájecí napětí | 3x 400 V / 50 Hz | |
| produktivita | 7 - 10 | stolů / 1 hod |
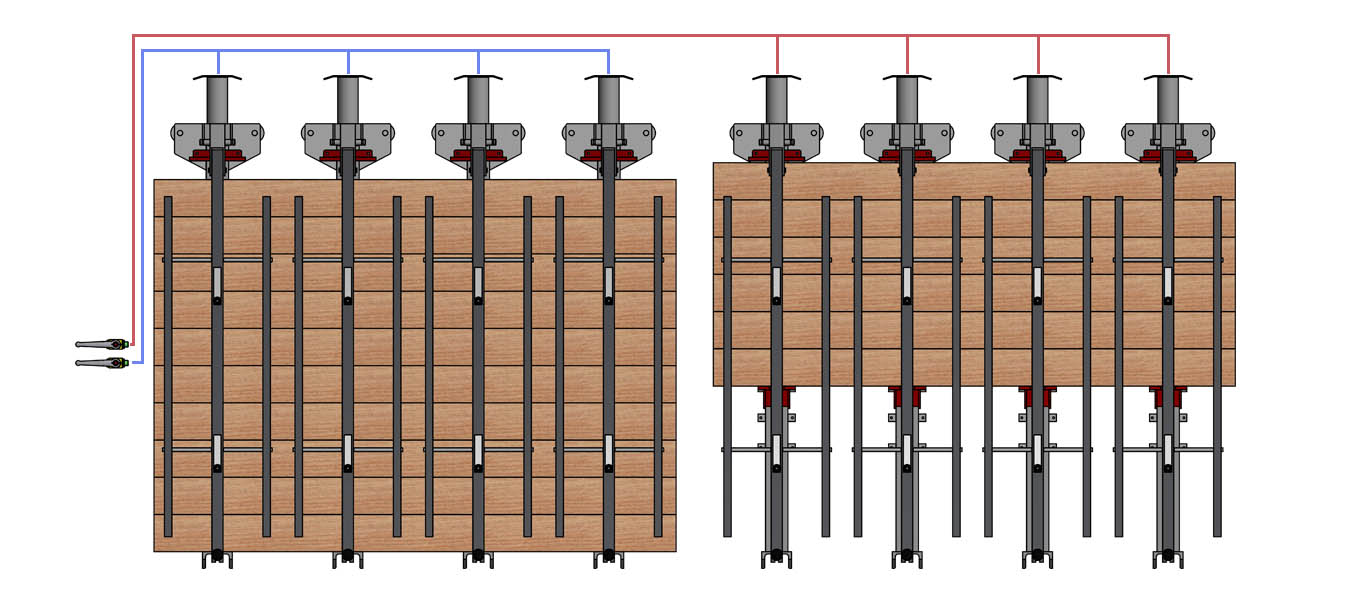
Ovládání pracovního stolu lze provést několika způsoby. V základním provedení je pracovní stůl rozdělen dvěma centrálními uzavíracími kulovými ventily na dvě nezávislé poloviny. Pokud je lis delší, mohou být použity 3 centrální ventily a stůl lze rozdělit na 3 třetiny. Další možností je 1 centrální uzavírací kulový ventil a každý válec navíc má vlastní uzavírací kulový ventil, který jej umožňuje otevírat nebo zavírat. Tímto způsobem můžete nastavit pracovní zóny přímo podle svých potřeb. Také můžete mít 2 centrální ventily a každý válec vlastní uzavírací kulový ventil. Vše závisí na potřebách zákazníka a jeho typu výroby. Níže si můžete prohlédnout schémata různých variant hydraulických okruhů.
2.1 | STANDARDNÍ OVLÁDÁNÍ | Pracovní stůl je rozdělen na 2 poloviny = 2 pracovní zóny.
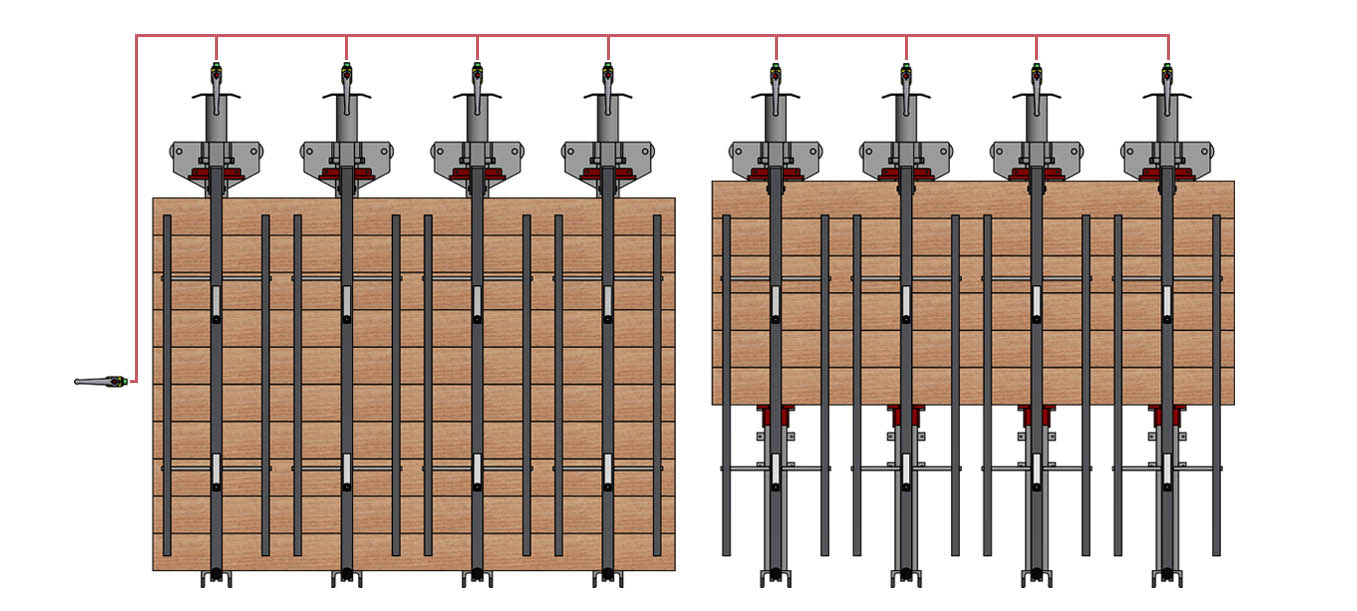
2.2 | 1x CENTRÁLNÍ KOHOUT + KAŽDÝ VÁLEC VLASTNÍ KOHOUT | K dispozici je 1 centrální uzavírací kulový ventil a každý hydraulický válec má svůj vlastní uzavírací kulový ventil, takže je možné jej OTEVÍRAT/ZAVÍRAT samostatně a využívat několik pracovních zón.
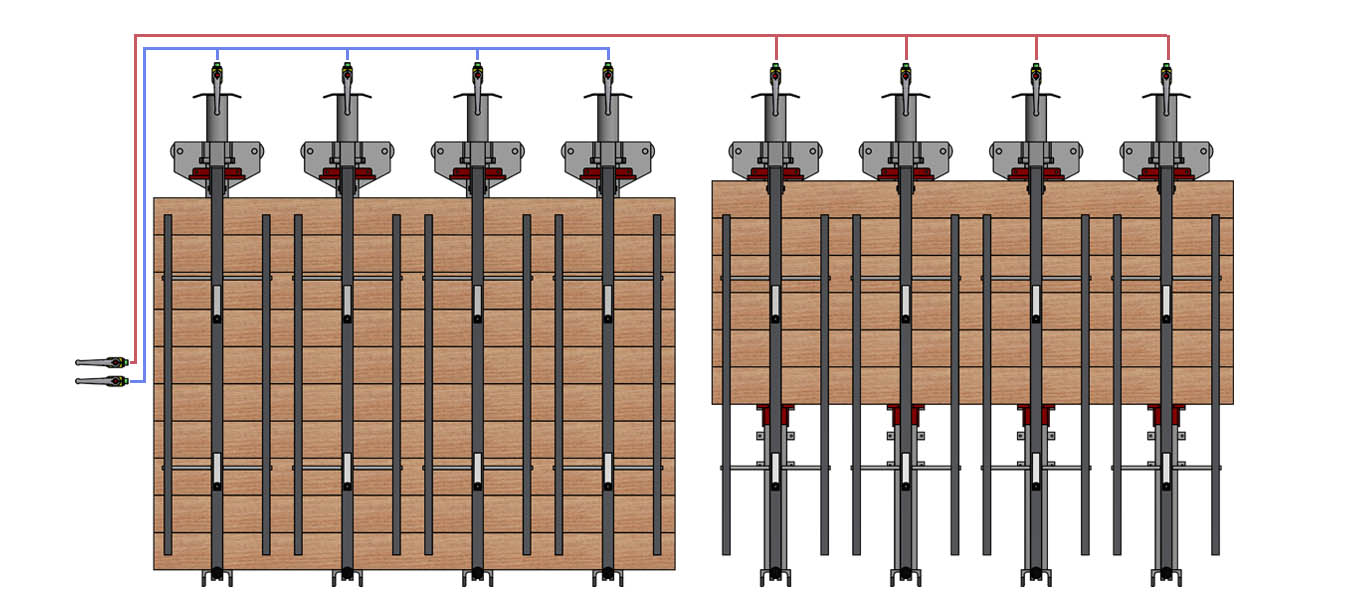
2.3 | 2x CENTRÁLNÍ KOHOUT + KAŽDÝ VÁLEC VLASTNÍ KOHOUT | K dispozici jsou 2 centrální uzavírací kulové ventily a každý hydraulický válec má svůj vlastní uzavírací kulový ventil, takže je možné jej OTEVÍRAT/ZAVÍRAT samostatně a využívat několik pracovních zón.
3.1 | MANUÁLNÍ OTÁČENÍ POMOCÍ OBRUČE | Otáčení rotoru se provádí ručně pomocí obruče a stůl je blokován aretačním pedálem.

3.2 | AUTOMATICKÉ OTÁČENÍ ROTORU | Otáčení rotoru se provádí automaticky pomocí elektrické převodovky.

4.1 | NASTAVENÍ PRACOVNÍ VÝŠKY | Pracovní výšku si můžete nastavit pomocí stavitelných opěrných patek.